|
 figure 1. various leadframe and bga packages. figure 1. various leadframe and bga packages.
introduction
the well-established trend within the electronics industry to provide ever increasing computing power at less cost seems to defy the laws of economics. however, this industry has not been able to suspend the laws of physics. each calculation by each of the millions of transistors in the modern personal computer is accompanied by the generation of heat. the reduction in the operating voltage of circuits has not been able to reverse the trend towards higher power per chip caused by increased chip complexity and operating frequency.
as electronics has become all-pervasive, the need for reliability has increased. the operating temperature of integrated circuits must be kept within strict limits to prevent the premature demise of these circuits as a result of thermally-activated failure mechanisms.
in the face of this incredible evolution, the primary function of microelectronic packaging has not changed to provide an electrical interconnection between the microscopic circuitry of the integrated circuit device to the much larger traces on the systems printed circuit board (pcb). due to the increased power generated by today's microcircuits, a necessary secondary role of the package is to conduct heat to other parts of the system, whence it can be transmitted to the ambient air.
it is a tribute to the ingenuity of modern packaging technology that, to a large extent, changes in package design alone have been able to provide the required improvements in system thermal performance. these design improvements were largely an unintended consequence of the adoption of surface-mount technology and the subsequent use of multi-layer system pcbs.
these pcbs, that incorporate ground and power planes in their construction, provide much more heat spreading than the older through-hole pcbs, which lacked these planes. however, in many applications, particularly in portable electronics and those involving high performance microprocessors, system-level thermal solutions are becoming more necessary. it is a near certainty that this trend will grow in significance.
overview of package designs
this article will focus on package designs of significance for consumer applications. as such, the discussion will be limited to plastic packaging. these packages will be divided here into two major classes: 1) those based on leadframe technology and 2) those based on laminate technology.
in leadframe packages, the conductors consist of leads that have been produced from a single copper alloy strip by stamping or etching. these conductors are thick enough to impart mechanical rigidity to the package components during assembly. the typical leadframe package has leads that contact the pcb at its periphery either along two opposite sides (dual-sided packages) or on all four sides (quad packages). various leadframe package are shown in figure 1. the internal design of a quad package is illustrated in figure 2.
 figure 2. perspective view of quad flat package, with epoxy molding compound partially cut away to show internal construction of package. figure 2. perspective view of quad flat package, with epoxy molding compound partially cut away to show internal construction of package.
by contrast, laminate packages contain a pcb, produced by a refined version of the same technology used to produce system pcbs. the conductors consist of traces etched in copper foil bonded to a reinforced polymer substrate. pcb technology permits laminate packages to have several layers of conductors and planes with the inter-layer connection provided by through-hole plated vias. laminate packages normally have an area array of leads. the most commercially significant laminate package in today's technology is the ball grid array (bga) package. in this case, the leads consist of balls of solder. figure 1 depicts a number of bga package formats. figure 3 illustrates the internal design of a plastic bga package.
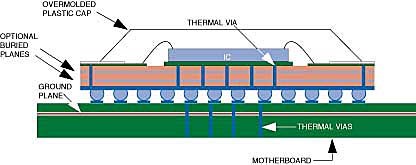 figure 3. diagram of a pbga package, soldered to a pcb. figure 3. diagram of a pbga package, soldered to a pcb.
in both leadframe and bga packages the die, the bond wires, and the centrally-located portion of the conductors are encapsulated in plastic molding compound.
heat transfer fundamentals
there are a large number of different configurations of packages possible in the varied applications of today. in order to present data that will best clarify the role of the package in thermal management, the present discussion will assume an industry-standard test environment. in this environment, a single package is mounted to the center of a test pcb, whose dimensions and metal content are maintained to within precisely defined tolerances, to prevent excessive variability in the test results due to variations in test pcb construction.
the primary factors important in system applications are represented in the simplified standard test environment, namely, conduction within the package from the die to the external surfaces of the package, conduction in the board, and heat exchange to the ambient by means of convection and radiation from the top of the package and the top and bottom of the board. figure 4 illustrates these primary heat flow paths for a leadframe package mounted to a test pcb.
 figure 4. primary heat flow paths for a leadframe package mounted to a pcb. figure 4. primary heat flow paths for a leadframe package mounted to a pcb.
it is a characteristic of surface-mount packages tested in the standard environment that upwards of 70% of the generated heat flows to the air through the board. the presence of metal planes in the test pcb can increase the value to over 90%. since the primary path to air in the standard test environment and in most applications is through the board, the principal method of increasing the thermal performance of a surface mount package is to decrease the thermal resistance for heat to flow from the die to the leads. the subsequent sections will explore the impact of design variations on the thermal performance of both leadframe and laminate packages.
in the single-package test environment, it is customary to rate the thermal performance of a package by means of a thermal resistance value, called θja (pronounced theta ja). it represents the thermal resistance for the flow of heat between the junction (the electrically active surface of the chip) to the air by all possible paths. θja includes the contribution of the package, the pcb, and the heat exchange to the air. it is defined as:
θja = (tj - ta)/p (1)
where tj is the junction temperature, ta is the ambient air temperature, p is the total power dissipated by the chip. in si units, θja has units of °c/w.
θja can be viewed as a figure of merit representing the thermal performance of a package, with the lower number representing better thermal performance. hence, its primary value is that it provides a means of ranking packages in order of their thermal performance. the reader is cautioned against using equation (1) in estimating the thermal performance of a package in an actual application.
thermal performance of leadframe packages
the relationship between the design of a leadframe package and its thermal performance is illustrated by using high-leadcount quad flat packages (qfps) as examples. in each example, the cooling mode was that of natural convection. except as noted, the test board used in the analysis is a 4-layer pcb. the thermal performance of this package family can be used as a baseline for comparing that of the bga packages.
standard leadframe packages
in a typical leadframe package the die is attached using adhesive to a pad, which is separated from the inner tips of the leads by a small gap. heat flow from the pad to the leads occurs by means of the encapsulating plastic molding compound, normally a material with a low thermal conductivity.
most leadframes are fabricated from copper alloys of relatively high thermal conductivity. hence heat flow within the pad and along the leads is rather efficient. the limiting factor in the thermal performance of leaded packages is the thermal resistance of the molding compound between the pad and the leads. the remainder of this section explores the effect of three important design parameters for standard leadframe packages.
pad/inner lead tip gap
the expectation that θja would be a sensitive function of the gap is consistent with the understanding of the plastic molding compound as the limiting factor in heat flow from the die to board. this is borne out by figure 5, which indicates an increase in θja of about 14 °c/w for every mm of increase in the gap between the pad and the inner lead tips. normally, this gap is between 0.7 and 1.0 mm. a smaller gap is not practical due to limitations in fabricating the leadframe, among other considerations.
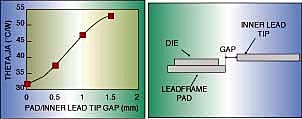 figure 5. relationship between the thermal performance of a 28 mm, 160 lead qfp and the pad/inner-lead tip gap. computer simulation. single-layer test pcb. [1] figure 5. relationship between the thermal performance of a 28 mm, 160 lead qfp and the pad/inner-lead tip gap. computer simulation. single-layer test pcb. [1]
leadframe thermal conductivity
consistent also with this picture is the expectation that once the thermal conductivity of the leadframe is large enough to cause the molding compound to be the limiting thermal factor, additional increases in the thermal conductivity of the leadframe bring diminishing returns. figure 6 confirms this expectation. a near doubling of the thermal conductivity of the copper leadframe from 170 to 301 w/m-°c reduces θja by only about 1 °c/w.
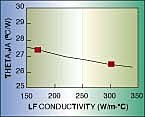 figure 6. relationship between the thermal performance of a 176 lead, figure 6. relationship between the thermal performance of a 176 lead,
24 mm tqfp and the leadframe thermal conductivity. test result. [2]
pad size
the pad size is dictated primarily by the die size and the requirement that the bond wire length not exceed certain limits. hence, it cannot be changed due to thermal considerations. however, in those cases in which an increase in die size justifies an increase in the pad size, an improvement in the thermal performance of the package will result. for the thin qfp (tqfp) represented by figure 7, θja decreases by approximately 1 °c/w for each mm of increase in the pad size. this reduction in θja results from the longer perimeter of molding compound around the pad as its size is increased. this translates into larger cross-sectional area for heat flow across the molding compound to the inner lead tips and hence, a lower thermal resistance.
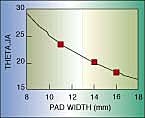
figure 7. relationship between the thermal performance of a 208 lead,
28 mm tqfp and the pad width. test result. [3]
thermally-enhanced leadframe packages
in the preceding examples, the variations in design having the largest influence on the package thermal performance are those which most affected the thermal resistance between the pad and the leads, namely the gap and the pad size. however, as discussed, the choice of these parameters is determined primarily by factors other than thermal considerations. the lesson to be learned is that a high-thermal-performance leadframe package should have a small thermal resistance between the leads and the pad.
one method of achieving this end while maintaining the pad/leadframe gap and pad size within practical limits is by the insertion of a metal plate into the package. the metal plate contacts the pad and overlaps the leads. the thermal resistance between the leads and the metal plate is much less than that between the pad and the leads in the standard package. this is due to the fact that there is a greater area of molding compound participating in the heat flow between the metal plate and the leads than there is between the pad and leads in the standard package.
there are two types of metal plates that can be inserted or "dropped" in the standard package (illustrated in figure 8): 1) a thin plate which is encased in the molding compound during assembly and 2) a thicker plate whose bottom surface remains exposed after assembly. the plates in these two designs are commonly referred to as a heat spreader and a heat slug [4], respectively.
an enhanced variant of the drop-in heat slug is one in which the die is directly attached to the slug by means of adhesive tape [5] and the leadframe, minus the pad. this integral heat slug design is illustrated in figure 8. also in figure 8, the thermal performance of these three enhanced packages is compared to that of the standard qfp. the reduction in θja afforded by these various enhancements varies between 53 and 62%. the 62% reduction in θja translates into more than a doubling of the power which can be dissipated by the die in the enhanced package compared to that for the standard package.
it should be noted that it is possible to achieve a level of thermal performance comparable to that of the drop-in heat spreader by the use of a molding compound whose thermal conductivity has been enhanced to a level about four times that of the standard, silica-filled compound. it is reasonable to expect that the use of thermally-enhanced molding compounds will increase in the future as reliability issues are resolved and the material costs drop.
thermal performance of bga packages
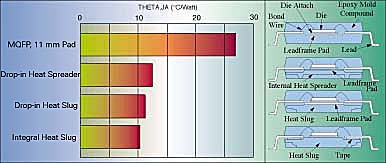 figure 8. comparison of the thermal performance of 3 enhanced package designs with the standard one. 304 lead, 40 mm mqfp package. a cross-sectional drawing of each package design is positioned to the right of the corresponding item on the graph. test results. [6,7] figure 8. comparison of the thermal performance of 3 enhanced package designs with the standard one. 304 lead, 40 mm mqfp package. a cross-sectional drawing of each package design is positioned to the right of the corresponding item on the graph. test results. [6,7]
there are two thermal enhancements commonly employed in the design of an overmolded plastic bga (pbga) package, both illustrated in figure 3: 1) the addition of thermal vias and centrally-located thermal balls under the die, and 2) the addition of metal planes in the package laminate. the thermal performance of a standard pbga package is compared to that of an otherwise identical package, containing one or both of these enhancements in figure 9. each of these designs contains 352 peripheral balls. the designs with 36 thermal balls are described as 388 lead packages. figure 10 illustrates the ball configurations for these packages.
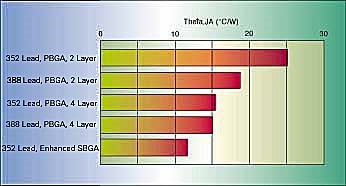 figure 9. thermal performance comparison, various pbga designs. 35 mm package. test results. [8,9] figure 9. thermal performance comparison, various pbga designs. 35 mm package. test results. [8,9]
 figure 10. ball matrix configurations for (a) 352 lead and (b) 388 lead pbga packages. figure 10. ball matrix configurations for (a) 352 lead and (b) 388 lead pbga packages.
in the two-layer laminate configuration, the presence of the thermal balls produces a significant reduction in θja. the best thermal performance, however, is provided by the configuration with the four-layer laminate. the addition of thermal balls to the four-layer design provides only a minor improvement in the thermal performance. the enhanced heat spreading afforded by the 4-layer design offers effective thermal coupling to all of the solder balls in the package. hence, in this design, its thermal performance is only marginally affected by the addition of the thermal balls, representing less than 10% of the total number of balls.
an alternative design, the sbga package*, which contains a copper-alloy heatspreader in a die-down design is also represented in figure 9. the direct attachment of the die to a copper-alloy heatspreader offers a level of thermal performance greater than that afforded by the pbga designs considered here. it should be noted that the range of thermal performance spanned by all of the bga packages in figure 9, corresponds approximately to that of the qfp packages in figure 8.
enhancement of the thermal performance of bga packages is achieved using the same principle operative in the qfp designs: the reduction of the thermal resistance between the package and the board.
conclusions
the design of leadframe and laminate packages has a profound effect on the package thermal performance. by optimizing the package design to minimize the thermal resistance between the die and the system pcb, it is possible for a thermally-enhanced package to have double the power handling capability of the un-enhanced package.
*sbga or superbga is a registered trademark of amkor electronics.
acknowledgments
the assistance of lucian hand in performing the thermal measurements and of moe perez and andrea regna in generating the illustrations is gratefully acknowledged.
bruce m. guenin, ph.d.
amkor electronics, inc.
references
[1] m. tanaka and y. takeuchi, "thermal analysis of plastic qfp with high thermal dissipation," proceedings, 42nd ectc symposium, san diego, 1992, pp. 332-339.
[2] l. hand, amkor thermal test report tt-43 (non-restricted distribution), december 10, 1996.
[3] l. hand, amkor thermal test report tt-19 (non-restricted distribution), march 18, 1996.
[4] the mqfp with the drop-in heat slug is marketed under the trade name powerquad( 4 by amkor electronics.
[5] the mqfp with the integral heat slug is marketed under the trade name powerquad(2 by amkor electronics.
[6] l. hand, amkor thermal test report tt-41 (non-restricted distribution), september 19, 1996.
[7] l. hand, amkor thermal test report tt-29 (non-restricted distribution), july 23, 1996.
[8] l. hand, amkor thermal test report tt-27 (non-restricted distribution), july 22, 1996.
[9] l. hand, amkor thermal test report tt-32 (non-restricted distribution), july 18, 1996.
copies of amkor thermal test reports are available on request from the author. [a1]
|